技術・性能





- ”放電エネルギーの出力方式が全く違います”
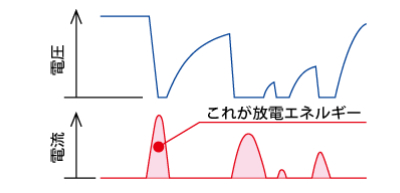
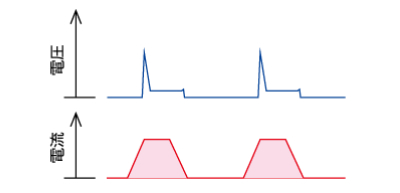
従来品の不安定な放電エネルギー出力に対しデジタル電源では均一で
安定した放電エネルギー出力により良好放電を行いスピードアップしました。
- トランス・コンデンサ 旧方式
- デジタル 新方式

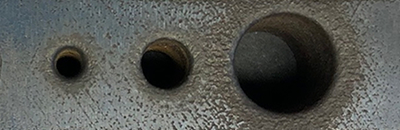
トランス・コンデンサ 旧方式
トランス・コンデンサ方式の欠点
トランス・コンデンサ方式の欠点
- コンデンサ放電は200Vの高電圧で危険
- 高電圧のため製品を黒く傷める
- 電源ユニットのトランスが重い
- 入力電圧の変動に弱い
- カス詰まりで加工が進まない
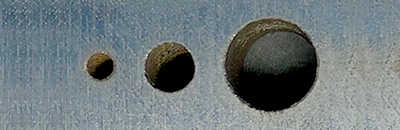
デジタル 新方式
デジタル出力方式での改善点
デジタル出力方式での改善点
- 低電圧加工20V以下で1/10と安全
- 低電圧により製品へのダメージが少ない
- トランスレスで軽量化
- 電圧変動の影響を受けない
- 適正極間を自動制御、さらに自動ジャンプで安定加工
- 放電電圧は
約1/10のエコ仕様で、
さらにキレイな
仕上り。
- Wマイコン制御による
連続放電、
自動ジャンプで
加工スピード2倍。

- 延長コード等で
入力電圧が85Vに
低下しても
パワーダウンしません。


※比較実験、真ちゅう棒φ1.5、φ3.0、φ6.0の3種類で、厚さ10mmのSKH4(ハイス)のワーク材を完全に貫通するまでを測定しました。
極間電圧を約85%軽減!
![]()
| パワーセレクト | トランス・コンデンサ 充放電出力方式 |
デジタル出力方式 |
|---|---|---|
| LO | 40~45V | 6~7V |
| MID | 〃 | 6~7V |
| HI | 〃 | 7~8V |
電極の消耗を平均50%削減!
![]()
| 電極 | トランス・コンデンサ 充放電出力方式 |
デジタル出力方式 |
|---|---|---|
| Φ1.5 | 10mm | 4.5mm |
| Φ3.0 | 9mm | 4.2mm |
| Φ6.0 | 5mm | 3.8mm |
加工時間を平均40%短縮!
![]()
| パワーセレクト | 電極 | トランス・コンデンサ 充放電出力方式 |
デジタル出力方式 |
|---|---|---|---|
| LO | Φ1.5 | 約12分 | 約8分 |
| MID | Φ3.0 | 約18分 | 約11分 |
| HI | Φ6.0 | 約26分 | 約16分 |
