機能・操作
折れタップを取り除く5ステップ

- STEP 1
- コネクターを接続し、100Vコンセントにつなぎます。

- STEP 2
- 電源スイッチを入れ、ワークに導電グリップ(赤)をつなぎます。

- STEP 3
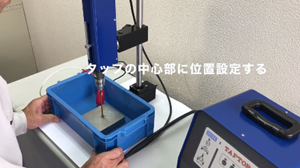
- 折れタップの半分のサイズの電極をチャックに取り付けタップの中心部に位置決めします。
- STEP 4
- パワーを選択し、加工深さを選定、水道水を注いだらスタート。
設定した深さで自動停止します。

- STEP 5
- タップの破片を取り除いたら作業終了です。

折れタップの半分の径の真ちゅう棒で中芯を溶かし、
その後内側に外すことでネジ山を傷めずに除去できます。
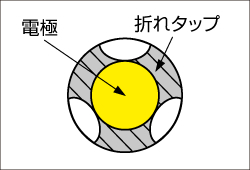
- 上から見たところ
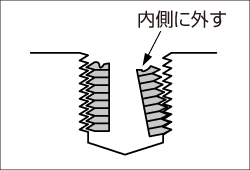
- 横から見たところ
ワークの形状・サイズに応じて
下図を参考にご使用ください
小型ワーク
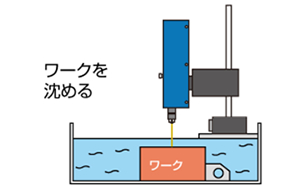
- 小型ワークの場合は、ワークを水に沈めて作業します。
大型ワーク
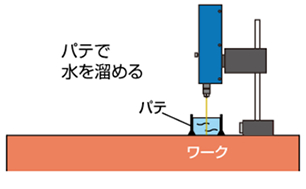
- 大型ワークの場合は、加工部にパテでダムを作り水を溜めて作業します。
角度のある
大型ワーク
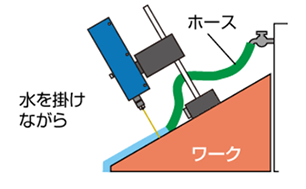
- ホースで水を掛けながら作業をします。
ヘッドが旋回、
高さ・奥行きが調節できます
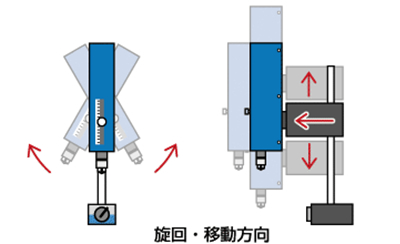
加工ヘッドが旋回でき、さらに高さや奥行きが調整できますので、ワークの状況にあわせた対応がより可能となります。
加工時間の目安
| タップ サイズ |
深さ | 時間 | 電極 |
|---|---|---|---|
| M6 | 10mm | 約5分 | Φ3 |
| M10 | 20mm | 約15分 | Φ5 |
基本機能
- ●タップ除去可能サイズ :M2~M30
- ●ワークの材質は導電性金属全般(アルミ、真ちゅう、銅、鋳物、ステンレス、特殊鋼、他)
- ●設定した加工深さで停止します(自動上昇、ブザーのON ・ OFFも選べます)
- ●ショートタイマー機能、連続ショート状態(3、7、10秒)で加工が停止します
- ●オーバーロード アラーム機能、加工ヘッドの上下動は一定の負荷がかかると停止します
放電と放電加工について
放電とは、離れた状態でそのすき間に電流が流れて火花が飛ぶ現象です。例えば100Vコンセントにプラグを差し込む瞬間に出る火花や自動車エンジンのプラグの火花も放電です。また雷の稲妻も大きな放電現象です。放電加工とは、金属に対して火花を発生させると同時に、そこに液体を介在させる事で急激に冷却され、飛散して穴のように窪みます。これを繰り返して金属を彫る加工法です。例えば車の車間距離のように前の車に当たらず離れ過ぎずに走行する状態と似ています。切削加工は刃物の力で削りますが、放電加工では離れた状態(無接触)で加工することになります。本機では柔らかい電極材(真ちゅう棒)で硬い金属(ハイスのタップ等)を彫ることができます。
